预制叠合板构件是装配式建筑的重要组成部分,在工序中造成的叠合板裂缝的问题不容忽视。基于工程应用和结合构件生产过程,对叠合板裂缝产生原因进行分析并提出相应控制措施。

1.什么是叠合板?
叠合板是叠合构件的一种,是由预制混凝土构件(或既有混凝土结构构件)和后浇混凝土组成,以两阶段成型的整体受力结构构件。
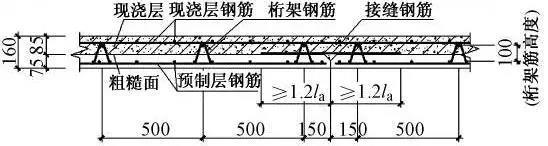
施工时,现场先安装预制混凝土底板,以其为模板,辅以配套支撑,再浇筑混凝土叠合层(即上部现浇混凝土部分),当上层混凝土与预制板形成统一整体后,共同承担上部的荷载。这种结构优势明显,结合了现浇结构和预制结构的优点,在保证结构整体性的同时,又能满足构件工业化进度的要求,而且节约了大量的模板支拆,降低了施工成本,是非常具有拓展潜力的楼板形式。
2.产生裂缝的工序
叠合板预制层的工艺流程如下:模台清理→组模→涂刷缓凝剂、脱模剂→钢筋绑扎→水电预埋→混凝土浇筑→振捣→预养→拉毛→养护→脱模起吊→运输到成品堆放区(根据设计要求增设水洗)。
根据经验,可能产生裂缝的主要工序有振捣、拉毛、养护、拆模、吊运、堆放等。

3.叠合板浇筑、振捣、拉毛
成因分析:
1.混凝土浇筑后,目前在PC自动流水线上,预制构件主要采用振动台进行振捣。采用振动台振捣,震动频率快、效率高,仅需15-30S便振捣完成。由于设备操作人员的经验不足,往往出现过震,产生离析现象,造成裂缝的产生。
2.预制构件使用的混凝土坍落度较小、黏度较大,采用固定模台生产时,用振捣棒振捣,容易过度振捣桁架,且因振捣点位少,很容易导致桁架外露筋处混凝土严重泌浆甚至局部离析,造成沿着桁架筋方向的裂缝。

控制措施:
采用振动台振捣混凝土,对设备操作人员进行交底,明确操作要求。采用人工振捣时,振捣棒应横放振捣,同时注意振捣时间,避免局部过振和振捣桁架。在施工作业过程中,混凝土未达到起吊强度前,严禁踩踏桁架筋。
4.叠合板养护
成因分析:
目前装配式建筑的构件在工厂中的养护主要采用蒸汽养护的方式,蒸汽养护分为静停、升温、恒温、降温四个阶段,混凝土逐渐硬化和增长强度其实是水化反应的过程,而水化反应对温度、湿度有着较高的要求。因此,当温度、湿度达不到要求时,因混凝土收缩很容易使构件产生裂缝。
控制措施:
在预养护时期,控制预养温度不低于10℃,混凝土终凝且在灌筑结束4~6h后才可升温;升温时控制升温速度,不宜大于10℃/h;恒温期间混凝土内部温度不宜超过60℃,最大不得超过65℃,恒温养护时间应根据构件脱模强度要求、混凝土配合比情况以及环境条件等通过试验确定;降温期,保证降温速度不大于10℃/h;还应尽量保证各部位温度一致,温差不宜大于15℃。
5.叠合板拆模
成因分析:
构件养护结束后,装配式建筑的构件强度如未达到拆模的强度要求而强制拆模,可能会因为强度原因,使构件侧面产生裂缝,后期存放、成品保护不到位,这些裂缝会继续延展,最终在板面上形成不同方向的裂缝。
控制措施:
拆模前应采用回弹仪监测叠合板强度,待叠合板达到设计强度要求的75%或者设计图纸要求的强度后,方可拆模。拆模应按要求模具的组装工艺以及拆模要求进行,严禁暴力拆模。
6.叠合板起吊、转运
成因分析:
叠合板吊点位置是根据叠合板的形状、大小,通过受力分析、弯矩计算并参考国家规范、图集最终确定的,因此较大的叠合板往往有六点、八点起吊不等。由于叠合板是平起,且厚度仅60mm,为防止叠合板起吊转运过程受力不均匀,有专用的平衡架辅助起吊。
但在实际操作过程中,往往出现构件直接起吊不采用平衡架;设计要求六点、八点起吊但生产时依旧四点起吊;不按照图纸规定的吊点位置起吊等不规范行为。这些不规范操作会造成构件在吊运途中因挠度过大而产生裂缝。构件从工厂到堆场再到现场存在多次转运,这种不规范操作会加深叠合板裂缝,最终裂缝将延伸至整块板,更严重的会形成贯穿裂缝,致使整块板报废。

控制措施:
加强对工厂的管理,规范吊装、转运操作流程,严格要求工人按照设计图纸规定的吊点数量与位置,使用专业吊具进行吊运,要慢起慢落,避免与其他物体相撞,并要确保起重设备的吊钩位置、吊具及构件重心在垂直方向上重合,吊索与构件的水平夹角不应小于45度,不宜小于60度;减少不必要的吊运次数;保证构件达到设计强度的75%或设计图纸要求强度后,再吊运构件。
7.叠合板堆放、运输
成因分析:
1.在实际码存放过程中往往出现很多不规范的堆放方式,如:叠合板堆放过高,某些工厂为了节约场地,叠合板码放高达8-10层;叠合板码放不规整,大板压小板;垫木摆放随意、不规范,上下层垫木不在同一垂直线上,而且没有按照要求摆放,超长超宽的叠合板依旧只放四块垫木。这些行为造成叠合板支撑受力不均匀,进而导致裂缝产生。
2.叠合板因运输原因产生裂缝的情况,与堆放时产生裂缝的原因基本一致,但在运输中难免会有道路不平而引起汽车颠簸,这样会产生动荷载,若固定叠合板的方式不牢固,则很难约束叠合板,叠合板之间发生相对位移,最终导致叠合板产生裂缝。

控制措施:
1.每垛叠合板尺寸规格应尽量统一,严禁大板压小板;保证每层支点在同一垂直线上,避免因支点上下不一而产生剪切裂缝;支点应放置在桁架筋侧边,板两端(至板端200mm)及跨中位置均应设置支点且间距不大于1.6m;堆放层数不宜超过6层;构件生产完成后,应尽早运至现场安装,在堆场堆放时间不宜超过2个月。
2.应在支点处绑扎牢固,防止装配式建筑的构件在运输途中移动或跳动。同时,在底板的边部或与绳索接触的混凝土,应用衬垫加以保护。
结语 :
随着我国装配式建筑的不断发展,装配式叠合板的质量问题已经成为人们关注的焦点,相信只有从叠合板生产工序的各个环节进行把控,同时加强对工人的专业技能培训,才能有效预防叠合板开裂现象的发生。

 |
|
 扫描访问手机站
扫描访问手机站
 扫描关注公众号
扫描关注公众号

